拉刀的设计特点:加工具有复杂廓形的外表面时,通常将拉刀设计为组合式,行将若干把拉刀安装在1个刀体上,使其分别加工同1零件的各部份表面。组合拉刀中的各把拉刀既可同时工作也可顺次工作。设计组合拉刀时,首先需将待加工表面廓形划分成若干简单的单元。为使加工每单元的拉刀设计最简化,同时又能提高拉削效力和缩短拉刀长度,在廓形分段及拉刀配置时应斟酌尽量让几把拉刀同时参与工作,但这样常常会造成拉刀结构过于复杂、拉刀及其紧固件布置困难、拉床过载、零件加工时变形过大、排屑困难等问题,因此在多数情况下采取同时加工与顺次加工相结合的方式来安排拉刀位置,公道拉削复杂表面。

1.各齿前角和刃带宽度保持一致。2.保持拉削过程稳定性,增加同时工作齿数,减少精切齿和校准齿的齿距,提高拉削工艺系统刚性。3.合理选用拉削速度,避免速度过低产生爬行,过高产生振动。4.使用硬质合金拉刀、涂层拉刀、激光强化高速钢拉刀等,这对于提高拉削速度,减少拉刀磨损、提高拉刀寿命和改善拉削表面质量均有良好作用。5.合理选用与充分浇注切削液。
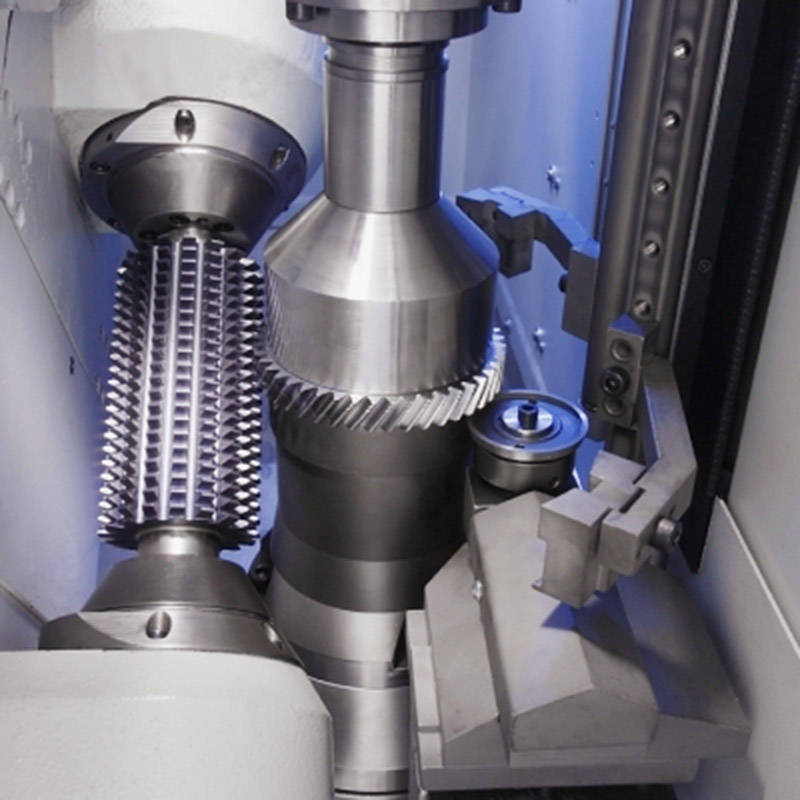
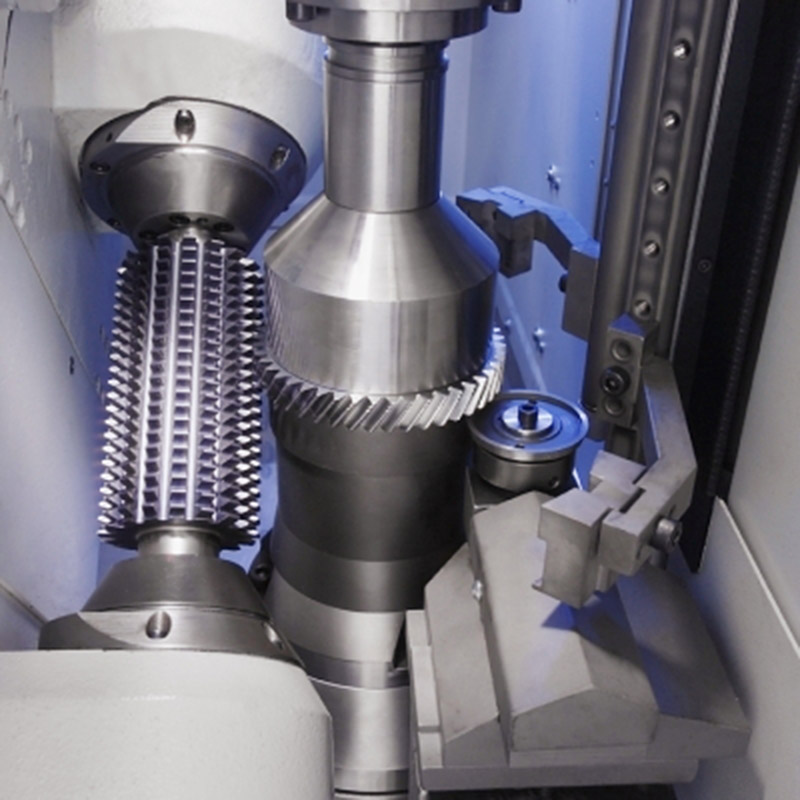
价格 因为数控车床分度蜗杆副生产制造及安裝偏差导致健身运动轴力;十字滑台放心锥型滑轨副空隙过大,导致操作台健身运动轴线不稳定;滚刀主轴轴承系统软件径向圆柱度过大或压力轴承咬烂。磨前滚刀根据提升 分度蜗杆副的生产制造精度和安裝精度,提升 操作台锥型滑轨副的相互配合精度,提升 滚刀主轴轴承系统软件径向精度,拆换咬烂的平面图轴等方式 处理。 滚刀的轴向和径向圆柱度过大;分度蜗杆和分度蜗轮蜗杆齿距偏差;齿坯安裝轴力,根据提升 滚刀的安裝精度,修补或拆换分度蜗杆副,清除齿坯安裝偏差等方式 处理。

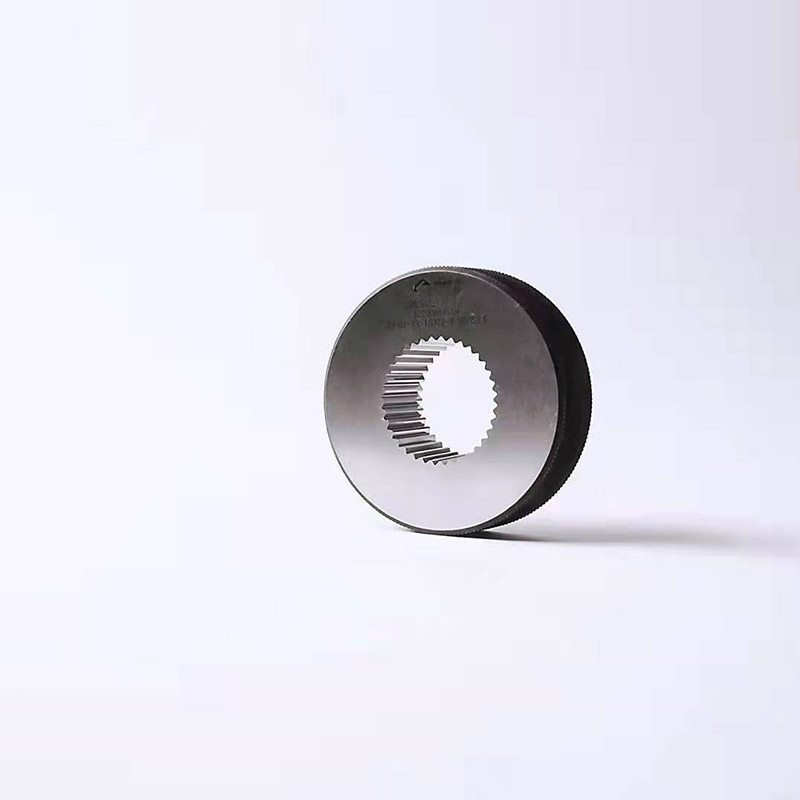
价格渐开线齿轮蜗杆径向模型与渐消螺旋面的交线是曲线图,用这类基本上挤出机螺杆生产制造的滚刀,沒有齿型设计方案偏差,钻削的齿轮精度高。 矩形框花键轴滚刀做为加工核心的构件,它将车床主轴与沟通交流交流伺服电机轴合二为一,将要伺服电机的电机定子.电机转子立即装进主轴轴承部件的內部,通过转子动平衡校准,具备优良的旋转精度和可靠性,产生一个完镁的快速机床主轴模块,也被称作内装式高速电主轴。