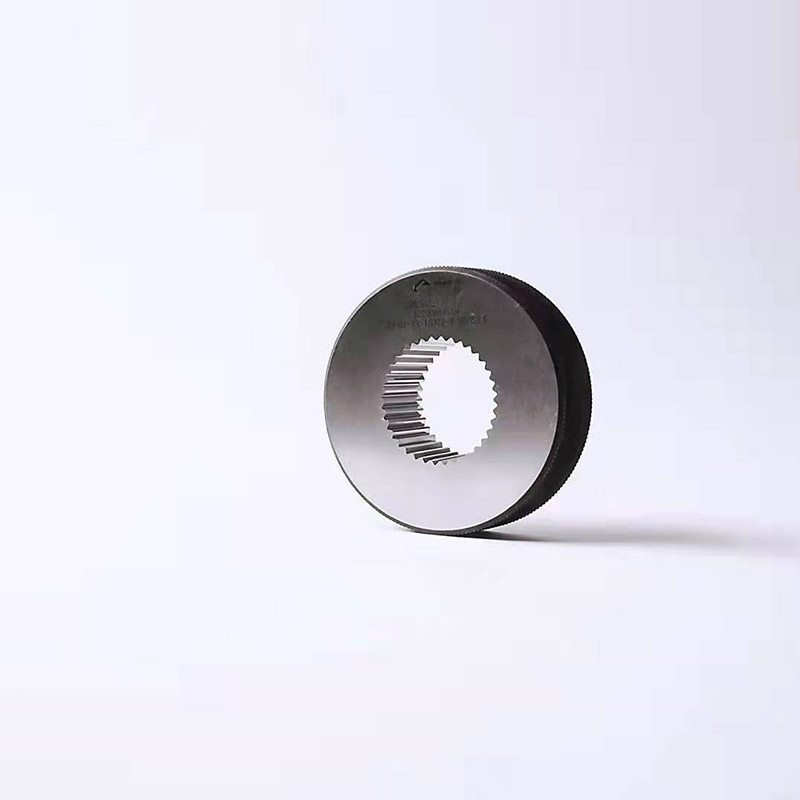
品牌 工作中稳定性;3. 触碰精度;4. 齿侧空隙。锥柄插齿刀按外观设计分成盘形插齿刀.碗形插齿刀.筒形插齿刀3种。 盘形插齿刀关键用以加工内.外齿合的直齿.插齿刀斜齿和人字形齿轮。碗形插齿刀关键加工带台肩的和多联的内.外齿合的直齿轮,它与盘形插齿刀的区分取决于工作中时夹持用的螺丝可容下在插齿刀的刀身体内,因此不防碍加工。

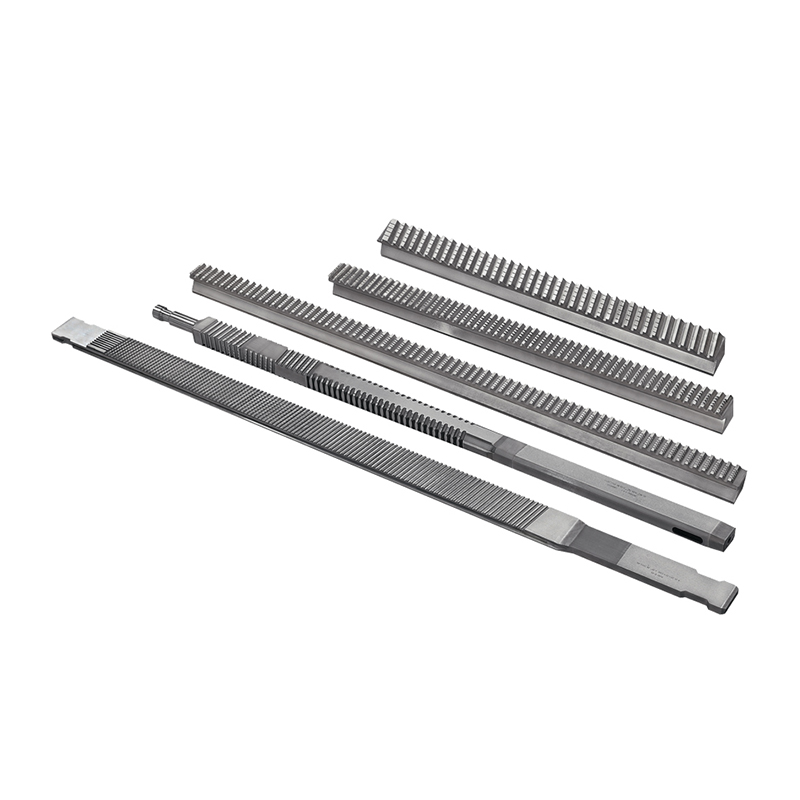
拉削加工与其他切削加工方法相比较,具有以下特点:(1)生产率高:由于拉刀是多齿刀具,同时参加工作的刀齿多,切削刃总长度大,一次行程能够完成粗—半精—精加工,因此生产率很高,尤其是加工形状特殊的内、外表面工件时,效果尤为显著。(2)拉后工件精度与表面质量高:由于拉削速度比较低(目前一般不超过0.30m/s),拉削平稳,切削厚度薄(一般精切齿的切削厚度为0·005∽0.015mm),因此可加工出精度为IT7~8,表面粗糙度Ra3.2~0.5的工件,若拉刀尾部装有浮动挤压环,则可达Ra0.4∽0.2。
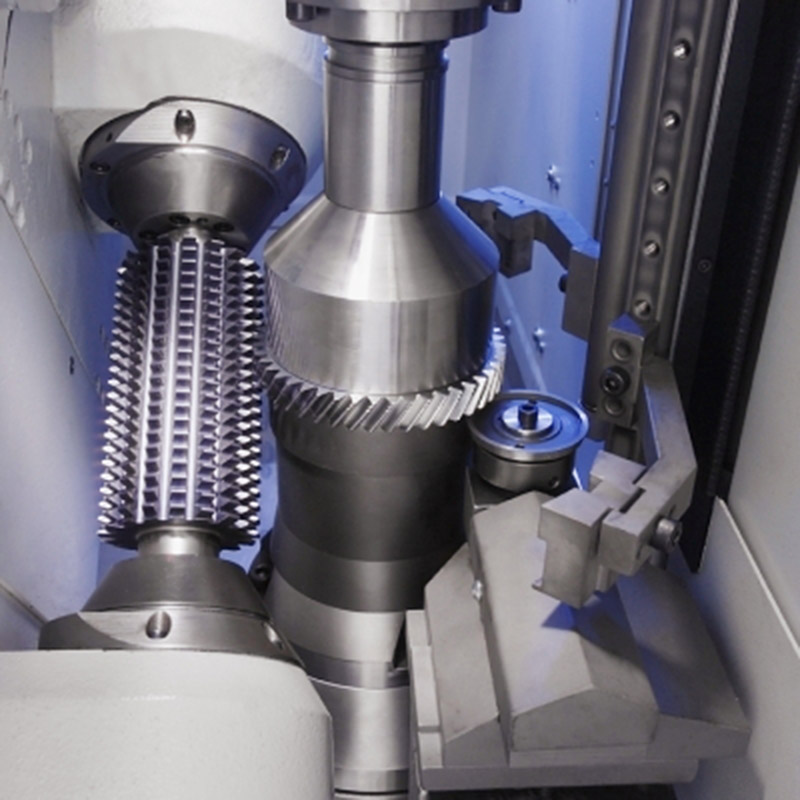
品牌这类方式 加工齿轮精密度较高,是现阶段传动齿轮加工的关键方式 。范成法类型许多,有插齿、滚齿、剃齿、磨齿等,在其中常见的是插齿和滚齿,剃齿和磨齿则用以精密度和光滑度规定较高的场所。 齿轮齿条车刀的样子和齿轮类似,其变位系数和齿轮压力角与被加工。