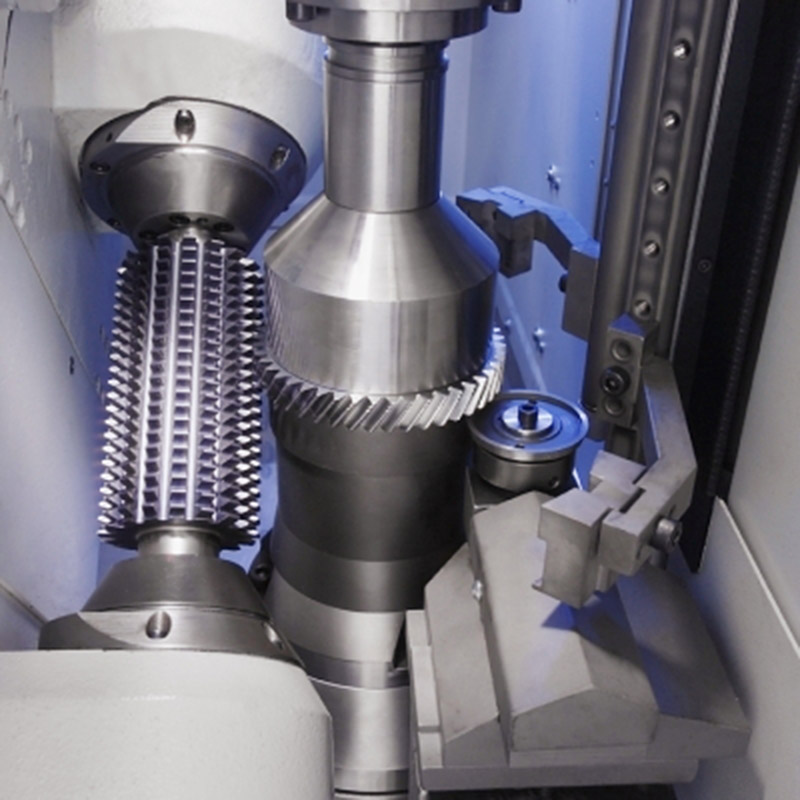
价格 插齿机具备2个单独的数控刀片主轴轴承﹐水准布局作交叠往复式运动﹐关键用于加工无空刀槽人字形齿轮和各种各样轴齿轮等。除此之外﹐也有应用驱动链刀的插齿机,工作中时驱动链刀作往复式钻削运动和让刀运动﹐产品工件作相对应的旋转﹐并在平行面于驱动链刀节线方位中作平行线运动﹐二者组成展成运动﹐产品工件的分齿是间歇性的。

价格滚刀包含基座及固定设置在基座上的2个纵向承重板,在2个上述纵向承重板中间设定有两个互相平行面的直线滑轨,2个上述直线滑轨的导轨滑块与同一个联接座固定不动联接,在该联接座的顶端配有修形金刚笔,上述联接座法兰连接有水准滚珠丝杆。 磨前滚刀偏差造成缘故清除方式 : 在传动齿轮全部工艺规程中,滚齿是常常造成偏差的阶段,滚齿常常造成的难题及缘故关键有:齿轮轴向圆柱度偏差,因为齿坯几何图形轴力和安裝轴力;用夹装精准定位时,与数控车床管理中心轴力,根据提升 齿坯基准点精度,提升 工装夹具精准定位面精度,提升 调节水准,拆换或再次装调等方法处理。

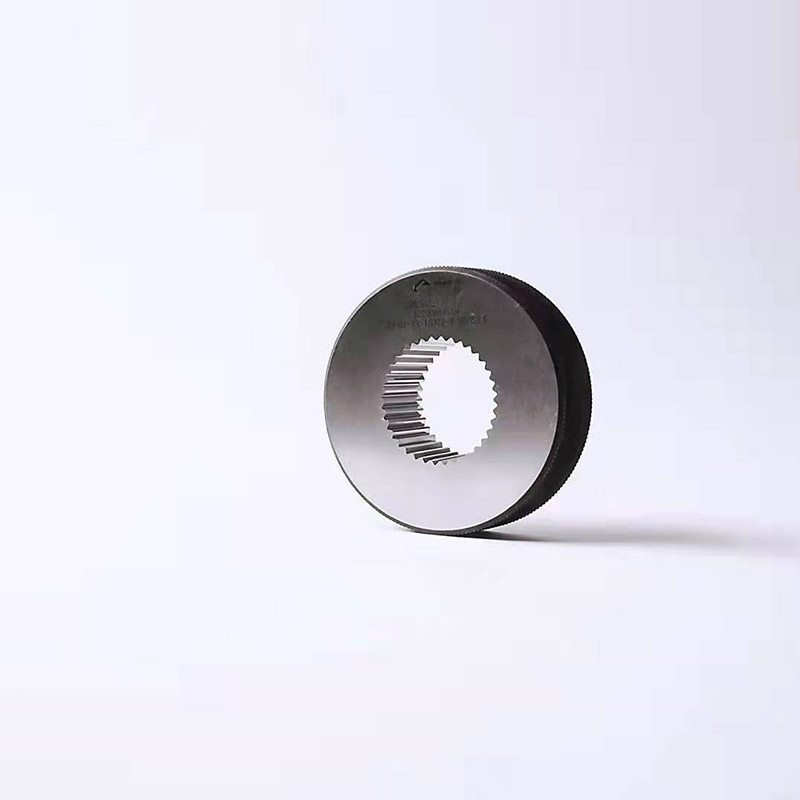
价格 插齿刀的头颈和各自建在头颈两边的锥柄和齿部,锥柄与头颈的一端一体成形联接,齿部与头颈的另一端可拆式联接;在头颈的另一端配有转动轴,转动轴沿头颈的径向突显拓宽,转动轴包含先后联接的支撑点段和外螺纹段,在外螺纹段上设定有防松螺母;沿齿部的枢轴线设定有安裝孔,安裝孔与支撑点段相互配合。

为了消除这种缺陷,从设计方面主要检查齿升量的选定是否合理;同时工作齿数是否太少;刃带宽度是否均匀且偏小等,尤其要着重检查校准部的前七八个刀齿的加工精度。从使用方面看,拉削速度不要过高;拉床的精度与刚度要好,不产生颤动现象;拉刀的弯曲与径向跳动是否超差等。拉刀刃磨:拉刀的磨损主要发生在后刀面上,尤其是在分屑槽的转角处更为严重。