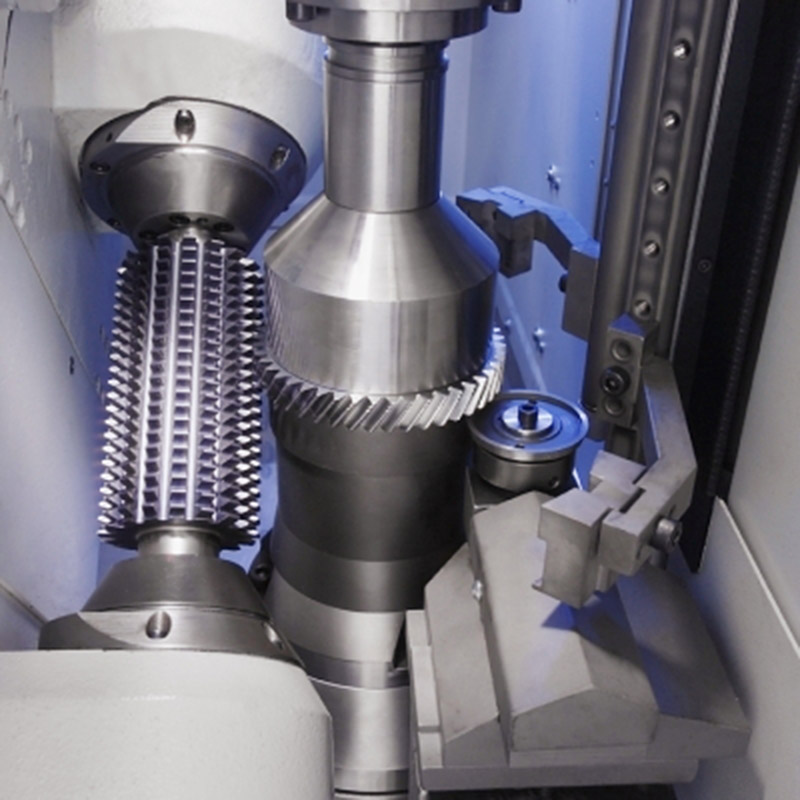
厂 因为数控车床测量范围蜗杆副生产制造及安裝偏差导致健身运动轴力;十字滑台放心锥型滑轨副空隙过大,导致操作台健身运动轴线不稳定;滚刀主轴轴承系统软件径向圆柱度过大或压力轴承咬烂。磨前滚刀根据提升测量范围蜗杆副的生产制造精度和安裝精度,提升操作台锥型滑轨副的相互配合精度,提升滚刀主轴轴承系统软件径向精度,拆换咬烂的平面图轴等方式处理。

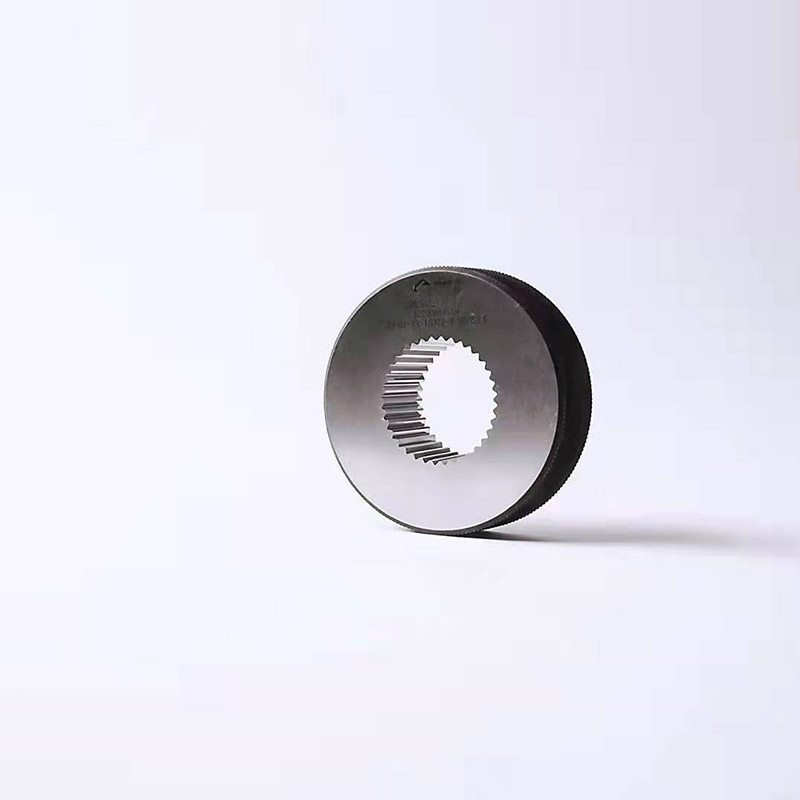
厂齿轮同样,加工时,插齿刀沿轮坯中心线方位做左右往复式的钻削运动,与此同时,数控车床的传动装置严苛地确保插齿刀与轮坯中间的齿合运动关联,关键用以加工各种直、斜齿传动系统齿轮齿条、汽缸活塞杆、汽车转向器齿轮齿条、蜗条的加工,尤其合适于机械设备、电梯轿厢和数控车床等加工制造业的批量生产。

拉削加工与其他切削加工方法相比较,具有以下特点:(1)生产率高:由于拉刀是多齿刀具,同时参加工作的刀齿多,切削刃总长度大,一次行程能够完成粗—半精—精加工,因此生产率很高,尤其是加工形状特殊的内、外表面工件时,效果尤为显著。(2)拉后工件精度与表面质量高:由于拉削速度比较低(目前一般不超过0.30m/s),拉削平稳,切削厚度薄(一般精切齿的切削厚度为0·005∽0.015mm),因此可加工出精度为IT7~8,表面粗糙度Ra3.2~0.5的工件,若拉刀尾部装有浮动挤压环,则可达Ra0.4∽0.2。