型号滚刀的两边刃口是前边与侧铲表层的交线,它理应遍布在蜗杆螺旋式表层上,这一蜗杆称之为滚刀的基本上蜗杆。基本上有下列三种: 1.渐开线齿轮蜗杆 渐开线齿轮蜗杆的外螺纹齿侧边是渐消螺旋面,在与基圆柱体相交的随意平面图和渐消螺旋面的交线是一条平行线,其端模型是渐开线齿轮。

般磨损量VB超过0.3mm 时需重磨。重磨时,一般在专用磨床上进行,如M6110型拉刀刃磨机床,对于较为短小的拉刀,也可在万能工具磨床用碟形砂轮沿前刀面进行刃磨。刃磨时应保持拉刀设计前角不变和达到预定的表面质量要求。用弧线球面砂轮刃磨拉刀前刀面,是广泛采用的刃磨圆孔拉刀的方法,所示。碟形砂轮与拉刀绕各自的轴线转动,并使砂轮的周边与前刀面上的m点接触,m点为前刀面与槽底圆弧的切点。

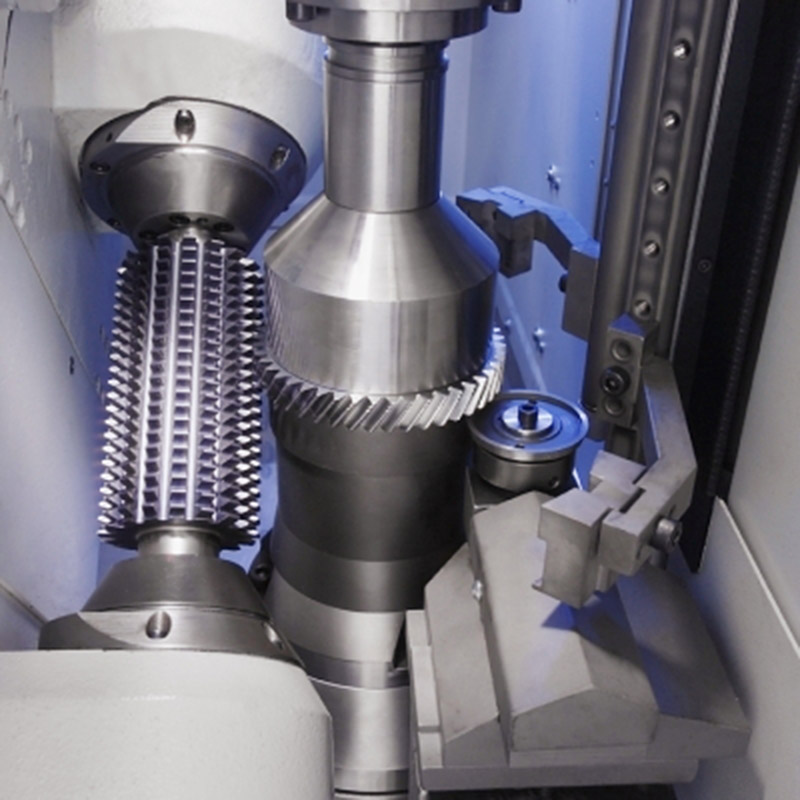
型号磨前滚刀是按螺旋式齿轮啮合基本原理加工直齿和斜齿斜齿圆柱齿轮的一种数控刀片,依照加工特性分成:精切滚刀,粗切滚刀,剃前滚刀,刮前滚刀,挤前滚刀,留磨滚刀,倒圆角修圆滚刀,渐开线齿轮滚刀,凸凹弧形滚刀,同步带滚刀,花键轴滚刀,旋轮线滚刀,和双弧形滚刀等。

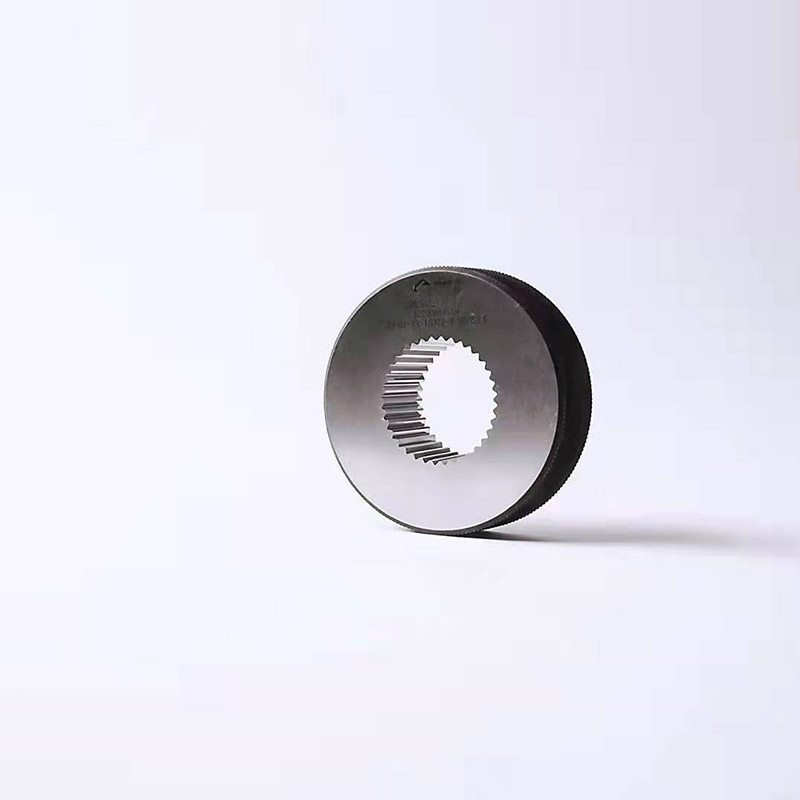
型号刃口的打磨抛光恰如其分,操纵前角的度数,钻削省劲又不会在操作全过程中崩刃,进而增加数控刀片的使用期限;同轴度.内孔及其滚动轴承挡位切削的偏差在0.5丝之内;滚刀大家会开展转子动平衡检验,无振动;对于易浸蚀的刀坯原材料,采用不锈钢解决,数控刀片表面光滑细腻如镜,无缺陷,一体成形。