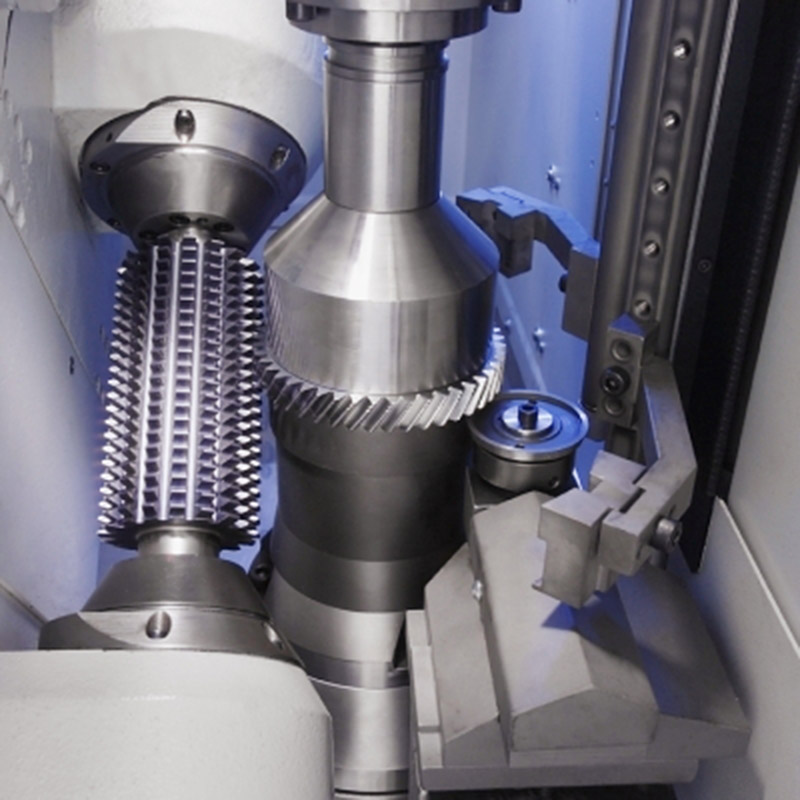
采取拉削方式加工回转体外表面时,拉刀工作原理加工时,工件固定在夹具上随主轴1起高速旋转,拉刀沿工件圆周切线方向作直线进给运动。拉刀的每一个刀齿都可看做1把切向成形车刀。键槽拉刀称由于拉刀各刀齿的切削刃与拉刀支持平面的距离各不相同,当各刀齿顺次切入工件时,从切削刃到工件轴线的最小距离也逐齿变化,从而决定了各刀齿切除金属层的厚度。拉刀可在1次工作行程中完成粗、半精和精加工,且每加工阶段可安排不同的加工余量。 由于工件的径向尺寸由刀具安装位置决定,与进给运动的时间无关,因此加工精度易于保证

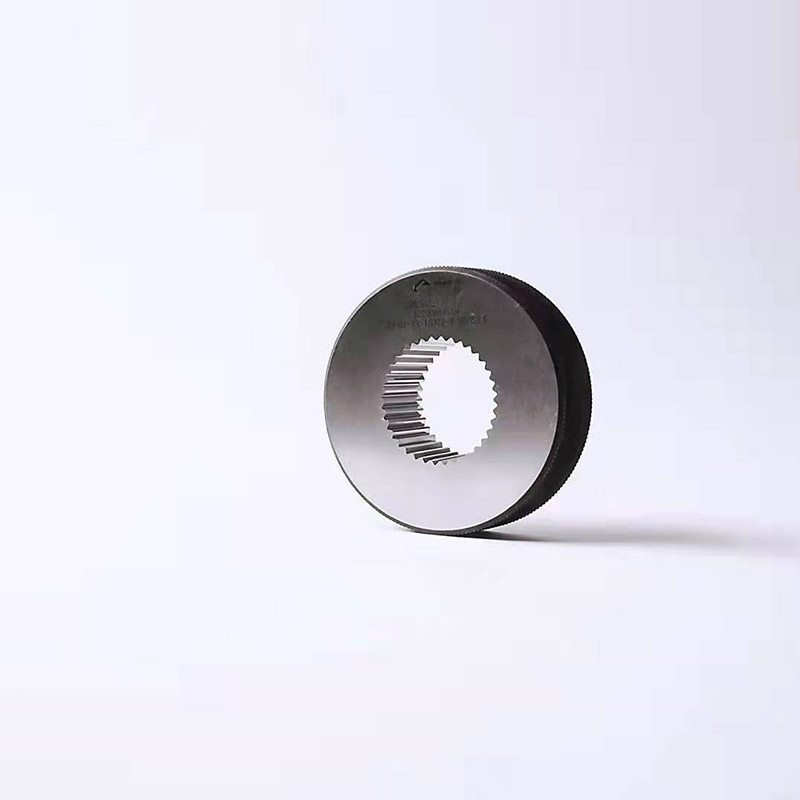
型号滚刀包含基座及固定设置在基座上的2个纵向承重板,在2个上述纵向承重板中间设定有两个互相平行面的直线滑轨,2个上述直线滑轨的导轨滑块与同一个联接座固定不动联接,在该联接座的顶端配有修形金刚笔,上述联接座法兰连接有水准滚珠丝杆。 磨前滚刀偏差造成缘故清除方式 : 在传动齿轮全部工艺规程中,滚齿是常常造成偏差的阶段,滚齿常常造成的难题及缘故关键有:齿轮轴向圆柱度偏差,因为齿坯几何图形轴力和安裝轴力;用夹装精准定位时,与数控车床管理中心轴力,根据提升 齿坯基准点精度,提升 工装夹具精准定位面精度,提升 调节水准,拆换或再次装调等方法处理。