批发用这类基本上蜗杆替代变位齿轮基本上蜗杆作滚刀,其齿型设计方案偏差大,故一般做为大变位系数.双头和粗加工滚刀用。弧形滚刀具备不错的耐磨损耗特性及耐冲击特性,相匹配一般弹簧钢的使用寿命可以达到多倍,并可增强企业产品的达标率,一般适用于一般机器设备加工,能够用以较快速轻钻削,能够钻削各种难加工的原材料。
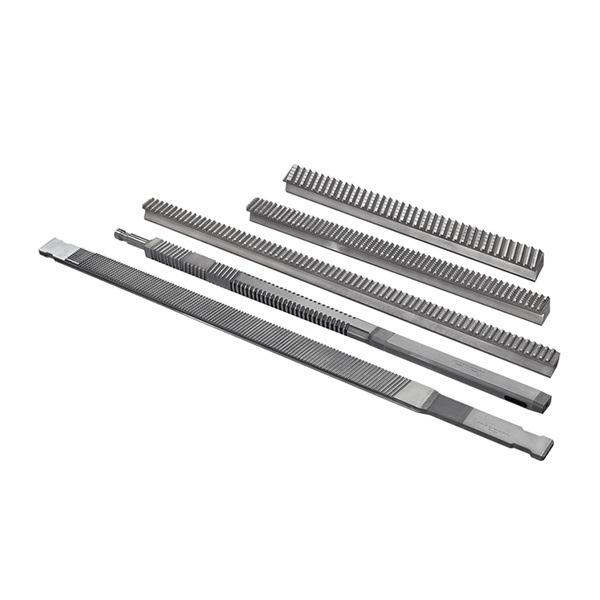
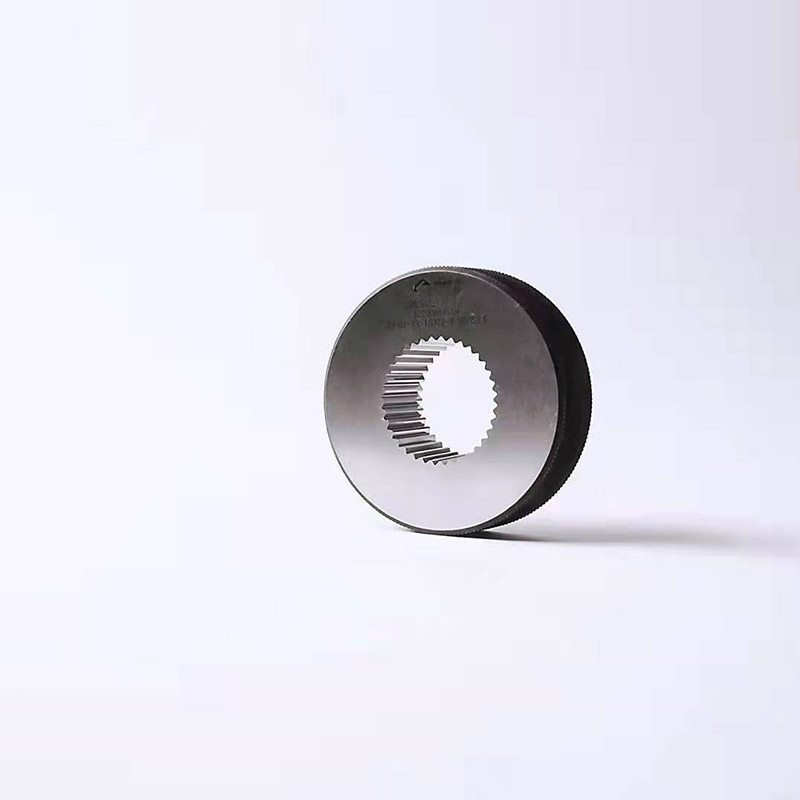
般磨损量VB超过0.3mm 时需重磨。重磨时,一般在专用磨床上进行,如M6110型拉刀刃磨机床,对于较为短小的拉刀,也可在万能工具磨床用碟形砂轮沿前刀面进行刃磨。刃磨时应保持拉刀设计前角不变和达到预定的表面质量要求。用弧线球面砂轮刃磨拉刀前刀面,是广泛采用的刃磨圆孔拉刀的方法,所示。碟形砂轮与拉刀绕各自的轴线转动,并使砂轮的周边与前刀面上的m点接触,m点为前刀面与槽底圆弧的切点。

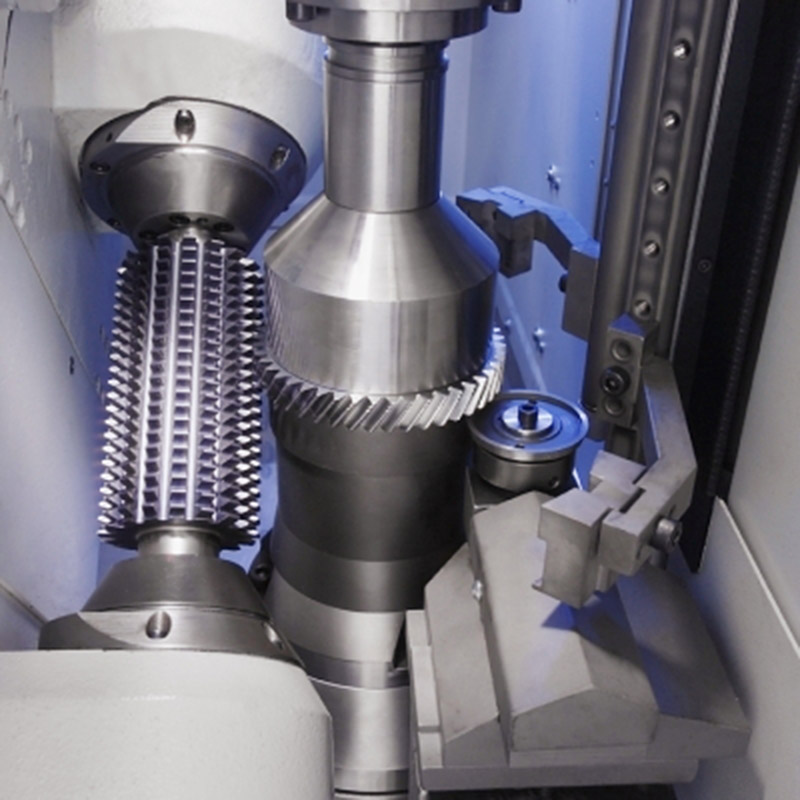
批发磨前滚刀是按螺旋式齿轮齿合基本原理加工直齿和斜齿圆柱体齿轮的一种数控刀片,依照加工特性分成:精切滚刀,粗切滚刀,剃前滚刀,刮前滚刀,挤前滚刀,留磨滚刀,倒圆角修圆滚刀,渐开线齿轮滚刀,凸凹弧形滚刀,同步带滚刀,花键轴滚刀,旋轮线滚刀,和双弧形滚刀等;按构造分成:总体滚刀,焊合滚刀,装配式建筑滚刀,和内孔健槽试滚刀等。