型号 钻削运用对原材料明确提出很高的规定,必须的是具反过来特性的原材料,这促使其挑选越来越艰难并且对取得成功的生产制造全过程尤为重要,耐磨性能是*的,以提升再碾磨中间的特性及其生产制造构件的总数,可是另一方面,较高的可研磨性针对得到优良的表面和有效的数控刀片制造成本也很重要。

拉刀的设计特点:加工具有复杂廓形的外表面时,通常将拉刀设计为组合式,行将若干把拉刀安装在1个刀体上,使其分别加工同1零件的各部份表面。组合拉刀中的各把拉刀既可同时工作也可顺次工作。设计组合拉刀时,首先需将待加工表面廓形划分成若干简单的单元。为使加工每单元的拉刀设计最简化,同时又能提高拉削效力和缩短拉刀长度,在廓形分段及拉刀配置时应斟酌尽量让几把拉刀同时参与工作,但这样常常会造成拉刀结构过于复杂、拉刀及其紧固件布置困难、拉床过载、零件加工时变形过大、排屑困难等问题,因此在多数情况下采取同时加工与顺次加工相结合的方式来安排拉刀位置,公道拉削复杂表面。

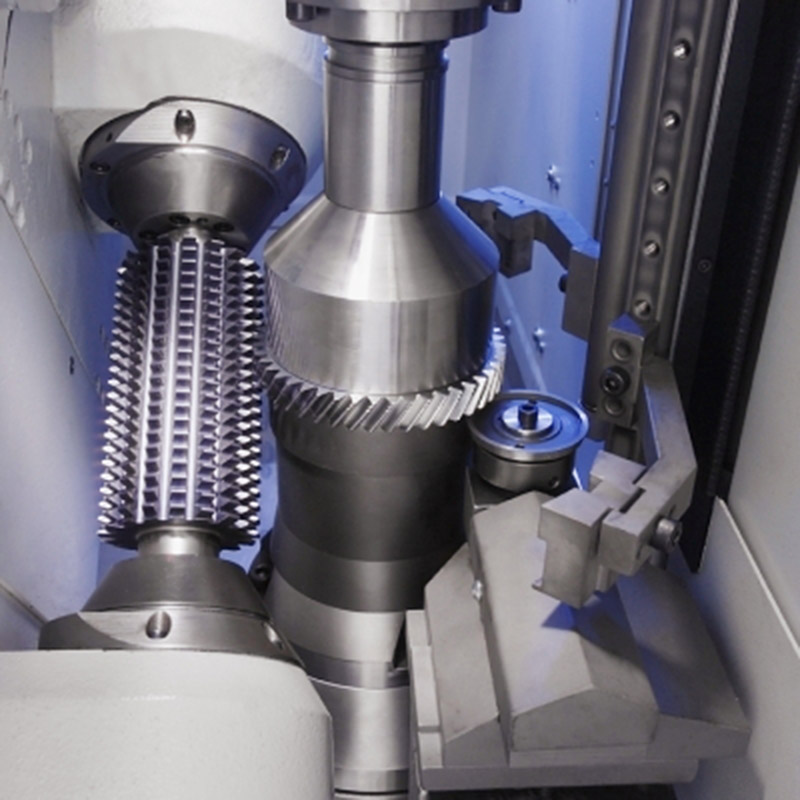
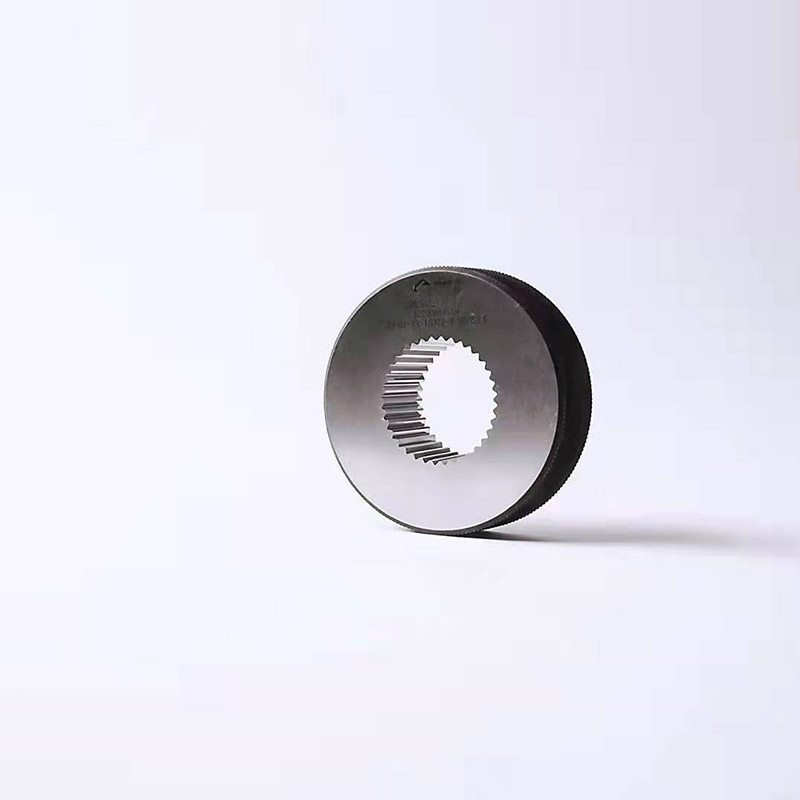
型号为了更好地造成前角和重磨后不危害所加工齿轮的齿型,在垂直平分插齿刀中心线的各模型内做插齿刀成变位齿的样子,变位指数X0由前面朝向后内孔慢慢减少,并由正变负。 一.齿轮的功能.构造 齿轮虽然因为他们在设备中的功能不一样而设计方案成不一样的外观和规格,但总可区划为齿轮和轮体2个一部分。

其它刀具材料:(1)陶瓷刀具:是以氧化铝(Al2O3)或以氮化硅(Si3N4)为基体,再添加少量金属,在高温下烧结而成的一种刀具材料。一般适用于高速下精细加工硬材料。一些新型复合陶瓷刀也可用于半精加工或粗加工难加工的材料或间断切削。陶瓷材料被认为是提高生产率的最有希望的刀具材料之一。(2)人造金刚石:它是碳的同素异形体,是目前最硬的刀具材料,显微硬度达10000HV。