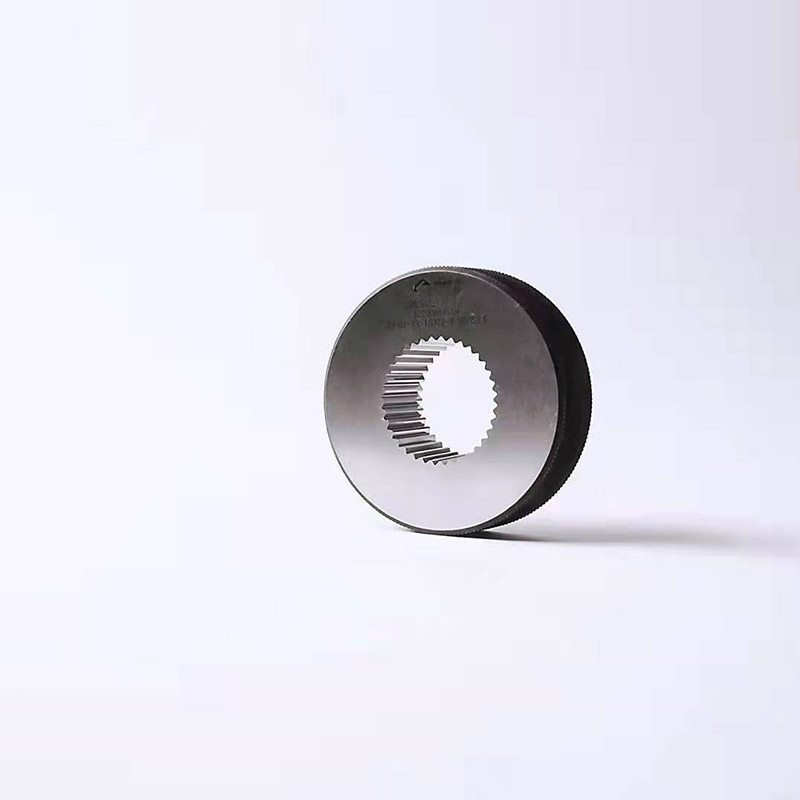
厂 应用插齿机,加工基本原理相近一对相齿合的圆柱体齿轮,在其中一个是产品工件;另一个是尤其的齿轮,它的变位系数和齿轮压力角与被加工齿轮完全一致,但每一个齿的渐开线齿轮齿廓和齿顶上面做成刃口-顶刃和2个侧刃,并有相对应的尺侧、后角,这就是齿轮形插齿刀。

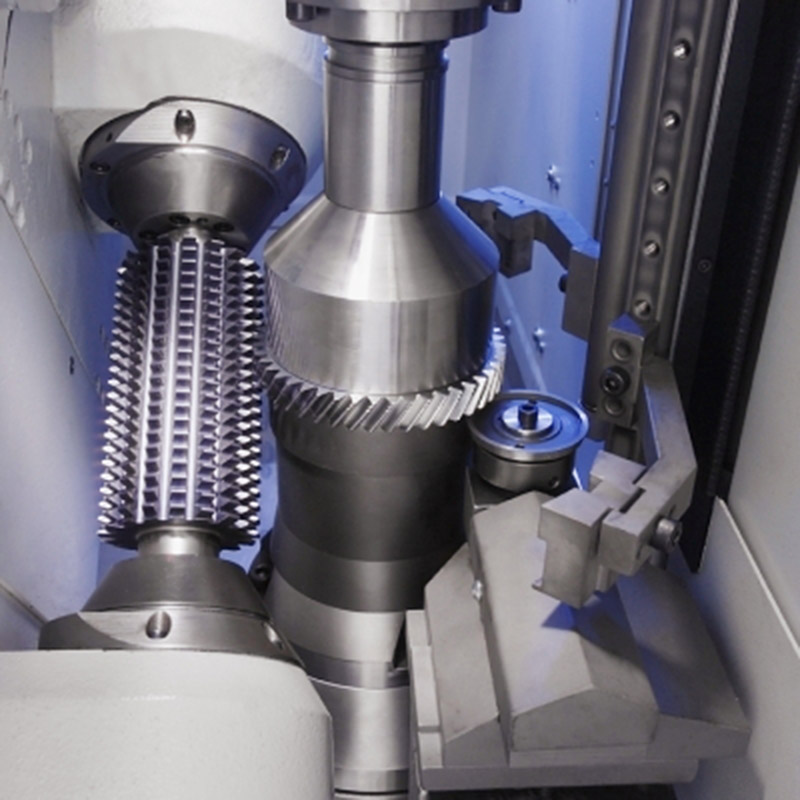
厂传动齿轮滚刀是加工直齿和斜齿斜齿圆柱齿轮常见的数控刀片之一,一般来说滚齿的生产率比插齿高。依照其构造不一样,可分成总体滚刀和镶片滚刀二种;按变位系数尺寸,能够分成小变位系数、中变位系数和大变位系数滚刀;按加工主要用途可分成粗加工滚刀和精加工滚刀。
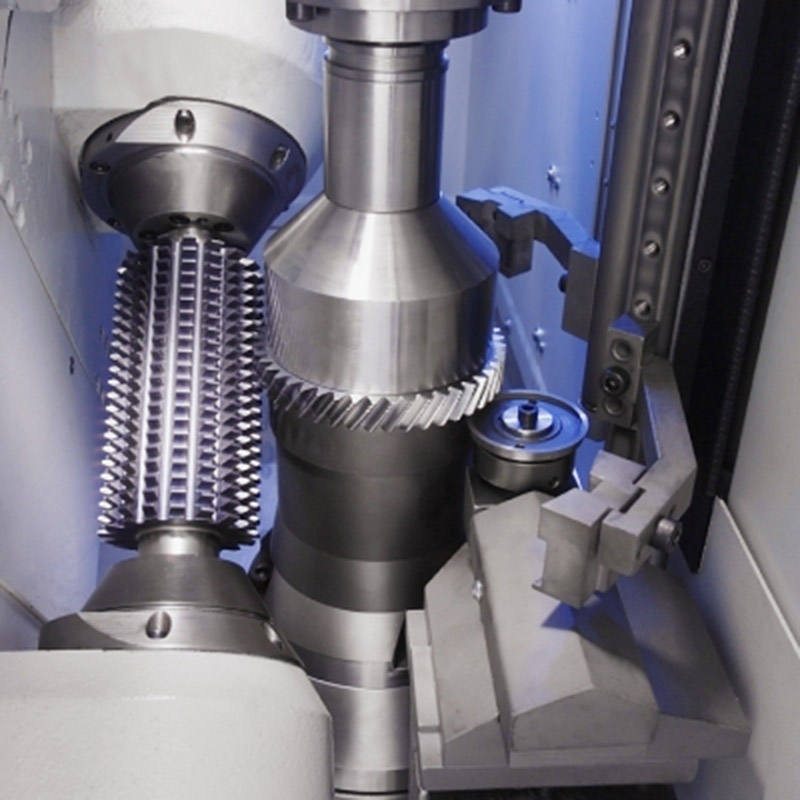
厂 伴随着端铣刀原材料的发展、端铣刀生产制造加工工艺的数控机床化,为快速高效率滚齿给予了强有力确保,为齿轮的齿形齿向修型造就了标准,实际中,滚齿技术性的发展已将剃齿品质的平稳给予了标准;换句话说,剃齿品质的平稳(尤其是径向偏差)在一定水平上务必依靠剃前滚齿的确保。