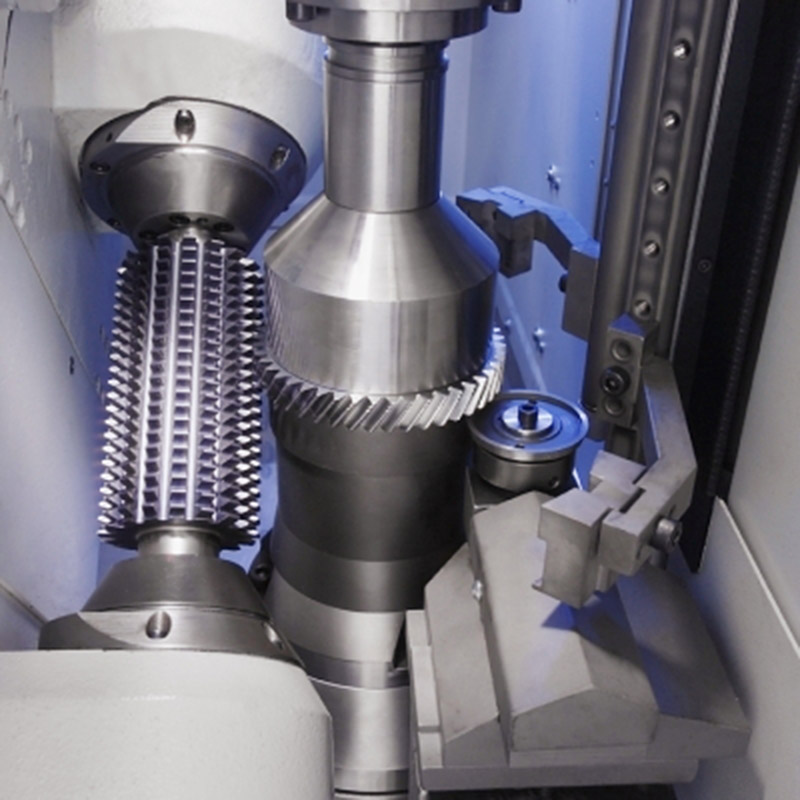
1.应认真观察,密切关注拉刀的工作情况,如听见刀齿崩断的声响应立即停机;2.刀刃磨钝后,需按时刃磨。刀刃如有缺口要用油石修磨,油石移动方向应与拉刀产品工件方向保持一致,不必往返或运转油石。崩断刀齿的部位修磨要圆滑、避免应力集中;3.洗削时突然停机,注意不必开倒车;4.拉刀的校准齿开始工作时,产品工件将因自重而下堕。假如产品工件重,批量又较大,会导致拉刀弯曲。所以,应经常运转拉刀的位置;5.刃磨后的拉刀应将刀刃毛边磨掉并抛光;6.洗削时,宜选用含有油性和高温润滑脂剂的复合润滑剂,并应按时充分地提供。

材料强度过高或过低的产品,工件在180~210HB的洗削性和洗削性都较好,对工件的表面质量也很好。在工件强度低于170HB或超过240HB的情况下,面向工件进行调质处理,以提高工件的切削性能。由于强度太低,洗削时常产生堆屑,造成拉刀断裂。洗削力太大,洗削时,切削力增加,长时间拉刀负荷过大,容易造成疲劳断裂。作业人员可以根据产品的切割形状来判断工件的洗刷性能。若为卷屑,则表明产品工件的切削性能良好;若为碎屑,则表示产品工件切削性能较差。

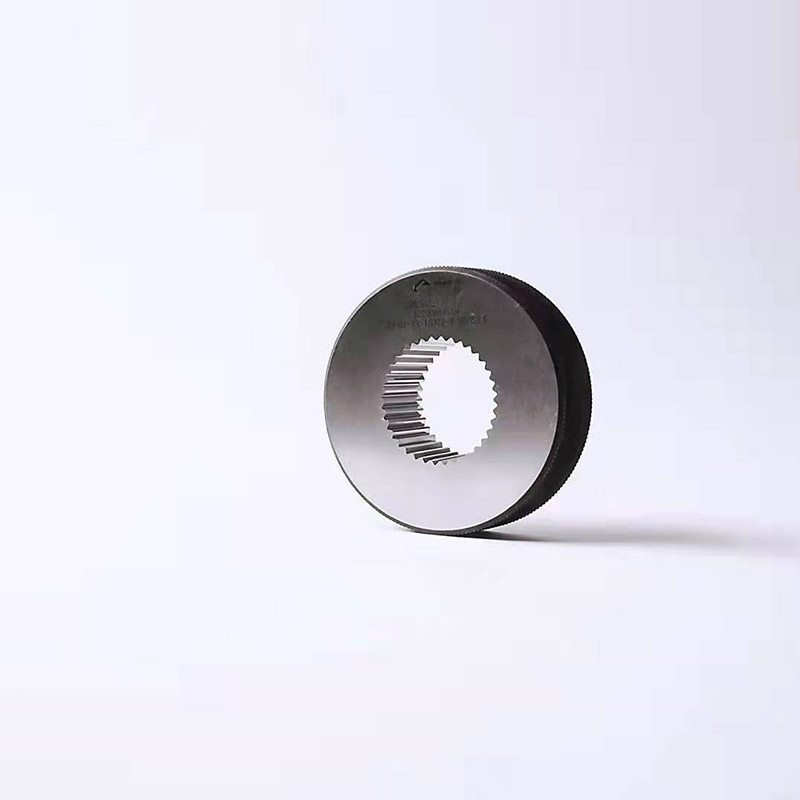
厂 齿轮齿轮齿条的加工一般选用钻削法,而传动齿轮的钻削加工法能够分成仿形法与范成法两类。 仿形法。仿形法是用与齿轮齿槽样子同样的园盘车刀或指状车刀在数控车床上开展加工。 范成法。范成法也叫展成法,它是运用齿轮的齿合基本原理来钻削传动齿轮齿廓的。

拉刀的构造、刀齿形状与拉削方法有关。拉削方法一般分为分层拉削和分层拉削两大类。前一种又分为形式和渐进形式;后一种又分轮切式和综合式。成形拉刀的每一种刀齿的外形都与被加工表面的最终形状相似;渐成式拉刀的刀齿形状和产品齿形不同,其形状是由各刀齿顺序钻削后慢慢产生的。轮切拉刀由若干个刀齿组成,每组直径相同的刀齿分别切去一层金属材料中的一层。