挤亮点:是由于刀齿后刀面与已加工表面间产生较剧烈的挤压摩擦而造成的。常用选择合适的后角(尤其是粗切齿的后角不应太小)和齿升量;采用性能良好的切削液,并需浇注充足,以及采取对硬度高的工件进行适当的热处理以降低其硬度等方法来消除这种缺陷。拉削后的表面上还会产生一些其它缺陷。环状波纹:其主要原因是拉削过程中切削力变化较大,拉刀工作不平稳,使刀齿在圆周方向切削不均匀所致。

厂针对齿底弧形合理确保,保证 了齿轮的承载力;针对齿形齿向修型可依据规定做到;再因为齿顶与此同时切出来,热处理工艺后磨孔时,只需以齿顶精准定位就可以,有益于减少輔助時间与磨孔机械自动化的完成。此外,剃前端铣刀的重磨频次为10~12次,而一把剃齿刀的重磨频次为4~6次。

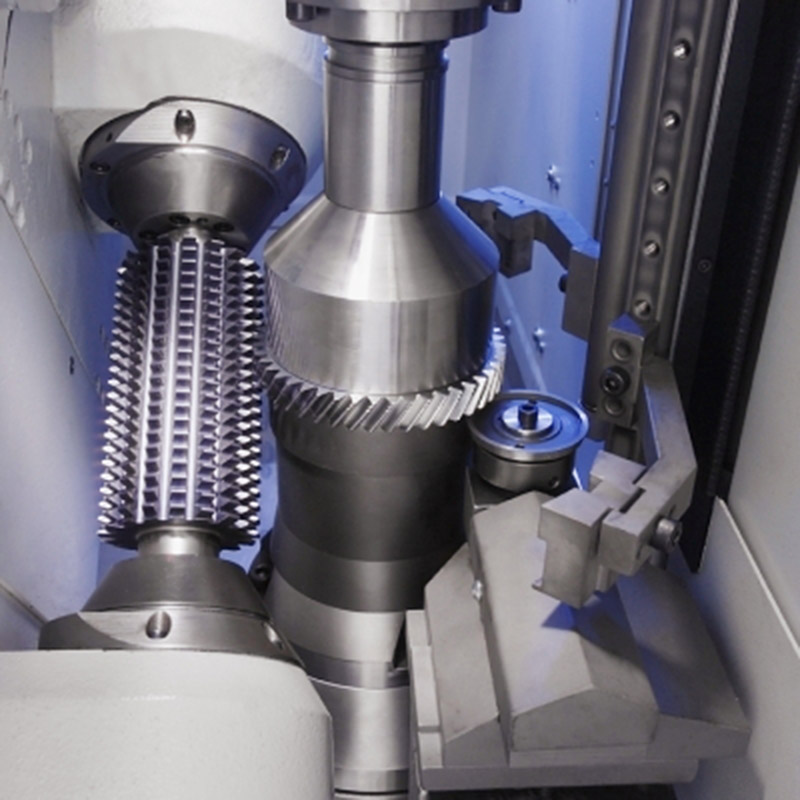
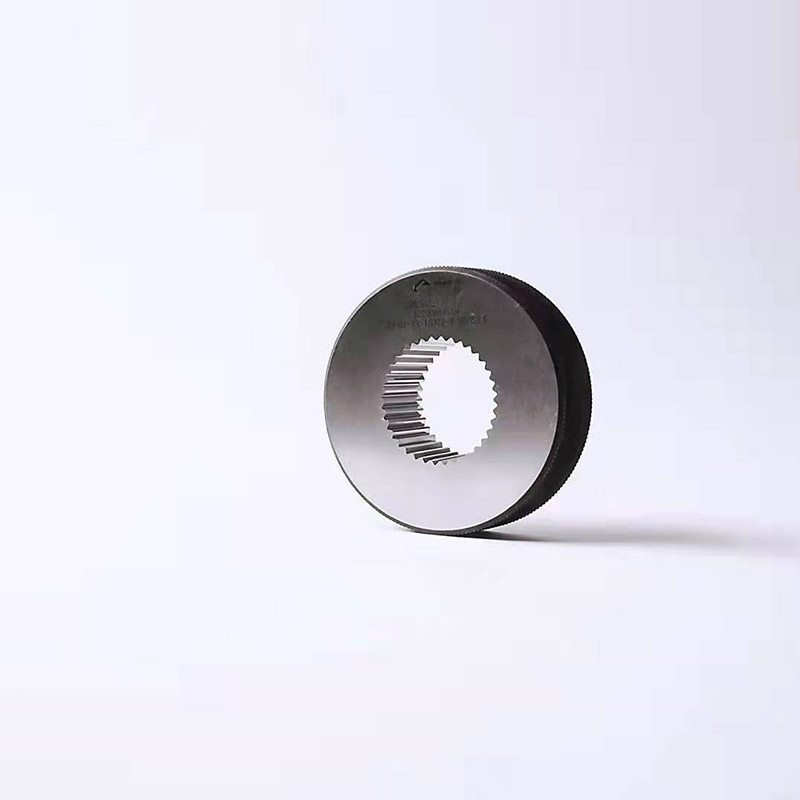
厂 应用插齿机,加工基本原理相近一对相齿合的圆柱体齿轮,在其中一个是产品工件;另一个是尤其的齿轮,它的变位系数和齿轮压力角与被加工齿轮完全一致,但每一个齿的渐开线齿轮齿廓和齿顶上面做成刃口-顶刃和2个侧刃,并有相对应的尺侧、后角,这就是齿轮形插齿刀。

厂 钻削运用对原材料明确提出很高的规定,必须的是具反过来特性的原材料,这促使其挑选越来越艰难并且对取得成功的生产制造全过程尤为重要,耐磨性能是*的,以提升再碾磨中间的特性及其生产制造构件的总数,可是另一方面,较高的可研磨性针对得到优良的表面和有效的数控刀片制造成本也很重要。