1.刃磨质量差的刃磨刀时,应严格保持刀齿的固有特性,否则将影响拉刀的使用。特别是要保证拉刀原容屑槽的深度和形状,否则,刀齿容易崩裂,甚至断裂。在拉刀上应控制所有与产品工件接触的表面粗糙度,刀刃越粗糙,拉刀寿命越短;2.拉刀清洗后,应清除拉刀上的切屑;3.机床保证机床有足够的刚性和动力,产品工件的定位要准确;4.修磨因素修磨后的拉刀,个别刀齿的齿升量过大,不光产生很大的切削力,而且易使切削堵塞在容屑槽内,导致崩刃;5.其它原因冷却润滑剂不足;托刀架与产品工件孔不同心;拉刀刀齿刃部净宽小于齿后部净宽,产生楔形等。

为了消除这种缺陷,从设计方面主要检查齿升量的选定是否合理;同时工作齿数是否太少;刃带宽度是否均匀且偏小等,尤其要着重检查校准部的前七八个刀齿的加工精度。从使用方面看,拉削速度不要过高;拉床的精度与刚度要好,不产生颤动现象;拉刀的弯曲与径向跳动是否超差等。拉刀刃磨:拉刀的磨损主要发生在后刀面上,尤其是在分屑槽的转角处更为严重。
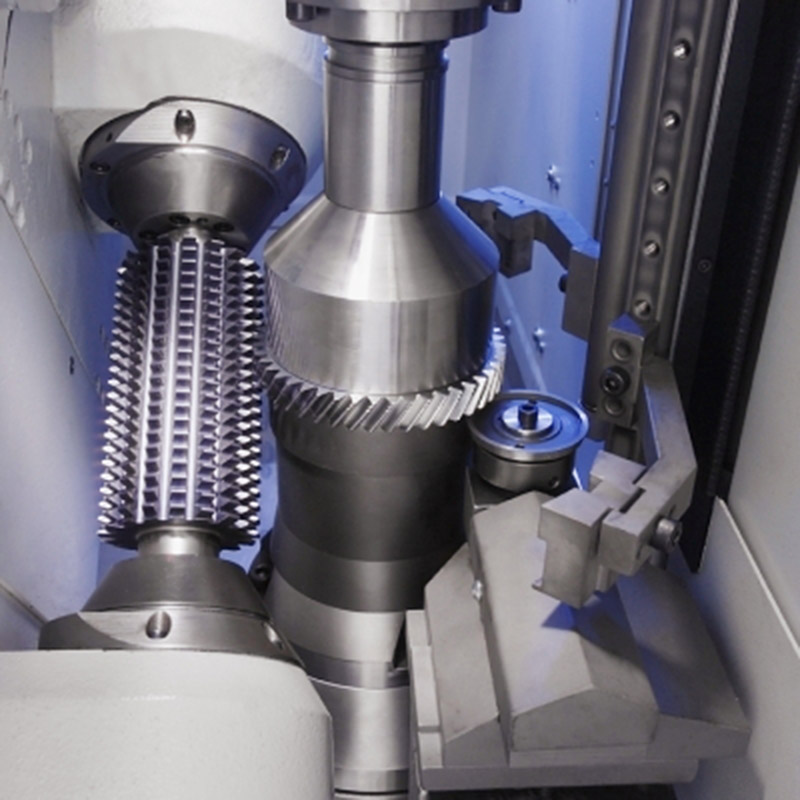
般磨损量VB超过0.3mm 时需重磨。重磨时,一般在专用磨床上进行,如M6110型拉刀刃磨机床,对于较为短小的拉刀,也可在万能工具磨床用碟形砂轮沿前刀面进行刃磨。刃磨时应保持拉刀设计前角不变和达到预定的表面质量要求。用弧线球面砂轮刃磨拉刀前刀面,是广泛采用的刃磨圆孔拉刀的方法,所示。碟形砂轮与拉刀绕各自的轴线转动,并使砂轮的周边与前刀面上的m点接触,m点为前刀面与槽底圆弧的切点。

钨钛钴类硬质合金是以WC为基体,添加TiC,用Co作粘结剂烧结而成,代号为YT,一般适用于高速加工钢料。添加钽(铌)类硬质合金是在以上两种硬度合金中添加少量其它碳化物(如TaC 或NbC)而派生出的一类硬质合金,代号为YW,既适用加工脆性材料,又适用于加工塑性材料。常用牌号YW1、YW2。涂层刀具材料:硬质合金或高速钢刀具通过化学或物理方法在其上表面涂覆一层耐磨性好的难熔金属化合物,既能提高刀具材料的耐磨性,而又不降低其韧性。