首先、在购买一把放心的拉刀之前,我们必须首先确定该公司的资质证书。是否属于知名企业,资质证书如何?顾客评价如何?其次、为什么公司能向客户展示一把性能优异、质量高的拉刀?这就需要确定公司的资源是否有强大的服务支持,一般能稳定运营十几年以上;第三、商品特性,特性稳定,用过的客户续利率95%以上的公司,商品特性无疑不容易差;第四、产品报价透明,不二次收费,好的怕很贵,便宜的又怕不好,所以要估计商品的性价比高,同样的配置,同样的特点,大多数价格都起着根本的作用;最后、也是最重要的就是售后维修服务,售后维修服务能否保证7*24小时在线客服+技术咨询,及时及时的服务项目,让客户放心。

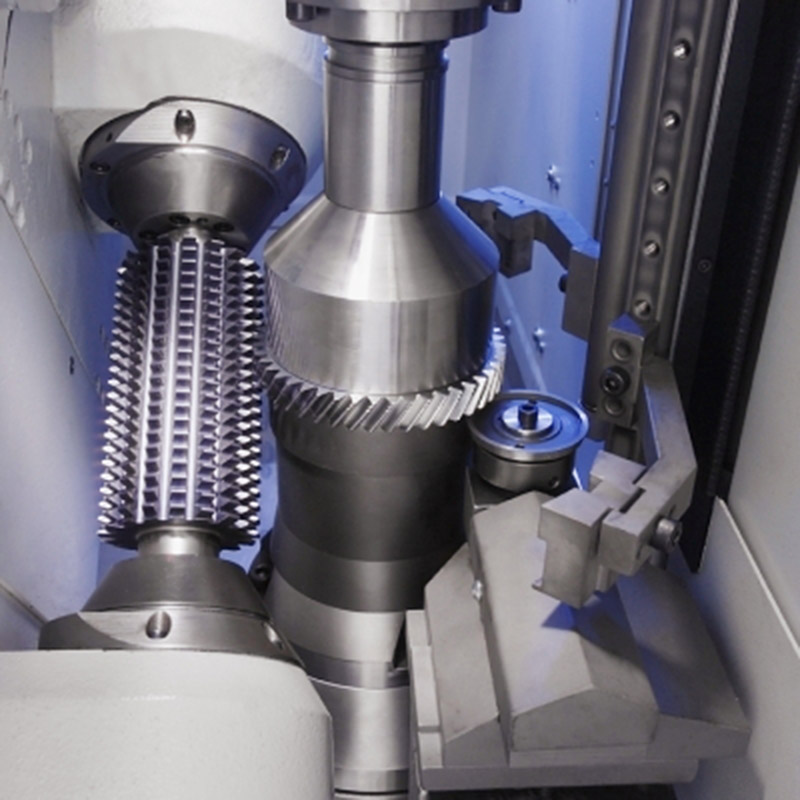
般磨损量VB超过0.3mm 时需重磨。重磨时,一般在专用磨床上进行,如M6110型拉刀刃磨机床,对于较为短小的拉刀,也可在万能工具磨床用碟形砂轮沿前刀面进行刃磨。刃磨时应保持拉刀设计前角不变和达到预定的表面质量要求。用弧线球面砂轮刃磨拉刀前刀面,是广泛采用的刃磨圆孔拉刀的方法,所示。碟形砂轮与拉刀绕各自的轴线转动,并使砂轮的周边与前刀面上的m点接触,m点为前刀面与槽底圆弧的切点。