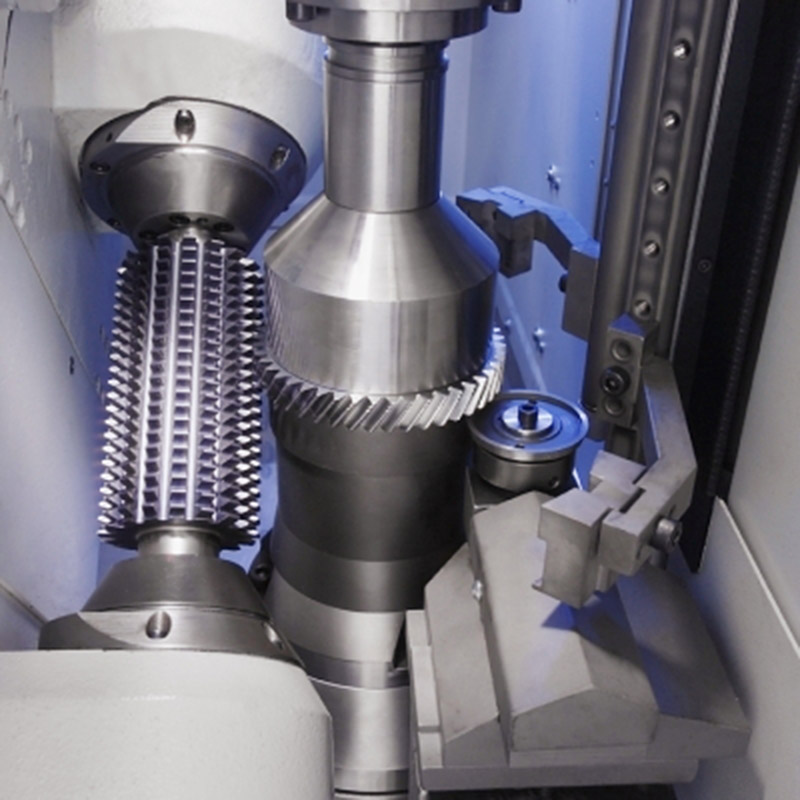
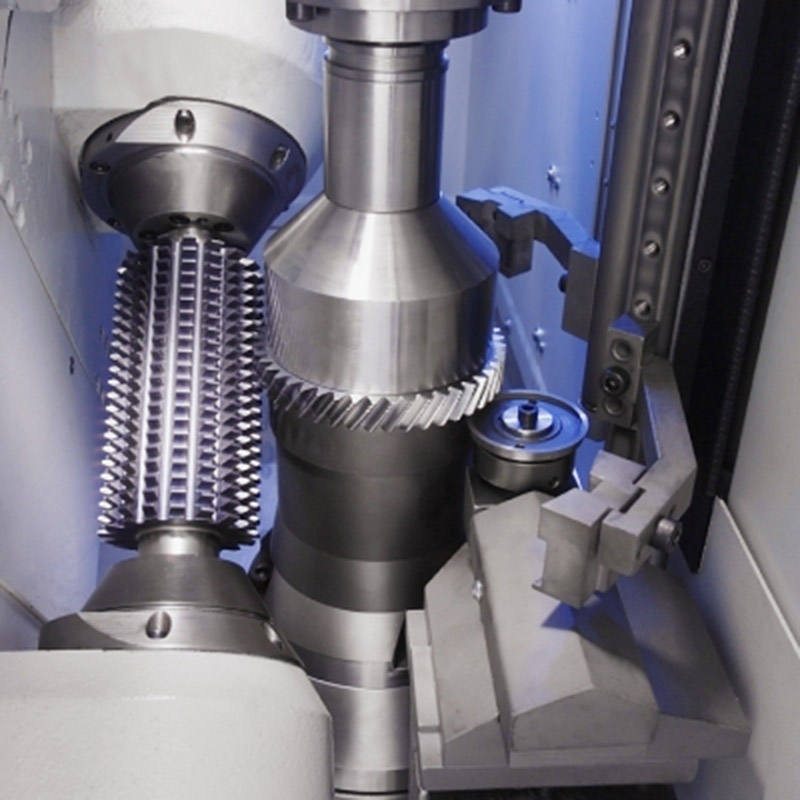
般磨损量VB超过0.3mm 时需重磨。重磨时,一般在专用磨床上进行,如M6110型拉刀刃磨机床,对于较为短小的拉刀,也可在万能工具磨床用碟形砂轮沿前刀面进行刃磨。刃磨时应保持拉刀设计前角不变和达到预定的表面质量要求。用弧线球面砂轮刃磨拉刀前刀面,是广泛采用的刃磨圆孔拉刀的方法,所示。碟形砂轮与拉刀绕各自的轴线转动,并使砂轮的周边与前刀面上的m点接触,m点为前刀面与槽底圆弧的切点。
1.应认真观察,密切关注拉刀的工作情况,如听见刀齿崩断的声响应立即停机;2.刀刃磨钝后,需按时刃磨。刀刃如有缺口要用油石修磨,油石移动方向应与拉刀产品工件方向保持一致,不必往返或运转油石。崩断刀齿的部位修磨要圆滑、避免应力集中;3.洗削时突然停机,注意不必开倒车;4.拉刀的校准齿开始工作时,产品工件将因自重而下堕。假如产品工件重,批量又较大,会导致拉刀弯曲。所以,应经常运转拉刀的位置;5.刃磨后的拉刀应将刀刃毛边磨掉并抛光;6.洗削时,宜选用含有油性和高温润滑脂剂的复合润滑剂,并应按时充分地提供。